碳纤维作为一种战略性新材料,以其轻质、高强高模、耐腐蚀、长寿命等优异特性,在航空航天、汽车工业、风电能源、体育用品、建筑领域等占据重要地位。
随着政策支持和技术创新的不断推进,碳纤维产品的市场渗透率持续提升,其综合价值也得到了广泛验证,已成为推动中国工业发展的中坚力量。在碳纤维复材的生产过程中,成型加工方法对成品质量起着至关重要的作用。
碳纤维传统切割工艺痛点
材料特性与工艺需求的冲突
碳纤维复合材料由高模量碳纤维与热固性树脂基体构成,在一次性整体结构成型之后,出于装配需求,常需要对其进行切削等加工处理。
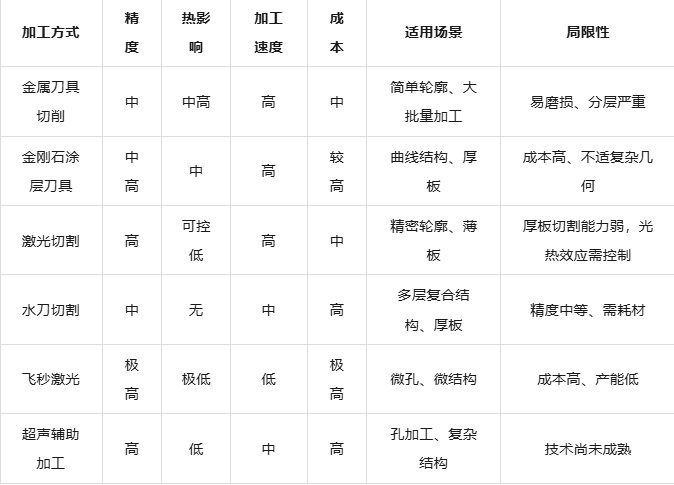
随着碳纤维制品向复杂曲面、功能集成方向发展,未来的加工方式很可能不再是“单技术路线”,而是多工艺融合+智能控制平台。为了便于从工程角度理解各项工艺的优劣,可以用如下矩阵简要对比当前几种主流碳纤维复材加工技术:
传统的加工方式包括车、铣、磨、钻等机械加工方法。由于碳纤维强度高、脆性大,传统机械加工方法容易造成刀具磨损,不仅成本较高,且容易导致材料破裂、变形等,特别是在碳纤维板打小孔,更加容易造成材料加工不良甚至报废,高精度批量加工难度大。
碳纤维加工目前面临的核心矛盾在于其材料特性与工艺需求的冲突,传统加工方式存在显著局限性:
机械加工缺陷:刀具易磨损,切削力波动大,易引发纤维分层、毛刺等缺陷。以飞机机翼蒙皮加工为例,传统铣削工艺的良品率仅70%-75%,且需后续打磨工序。
复杂结构加工难:碳纤维材质的微孔加工、异形曲面成型等需求,对工艺柔性提出更高要求。例如,航空发动机叶片冷却孔的直径需控制在0.1-0.3mm,传统电火花加工效率低且存在电极损耗问题。
批量加工难度大:传统机械方式需低速切割以降低材料损伤风险,效率低下,无法满足高节拍生产需求。
整体趋势显示:激光加工正逐步走向通用主力地位,尤其在中厚板、小型结构件、曲面精密件方面显示出综合优势。水刀仍是厚板切割不可替代的手段,但其高运营成本与后处理需求限制了应用范围。而飞秒激光与超声辅助技术尚处于研发或实验室到工程化的过渡阶段。

激光自动化切割
打破碳纤维切割良品率瓶颈
激光切割作为一种无接触式高能量加工方式,成功破解了碳纤维切割、钻孔、表面改性等环节的良品率瓶颈,为高端制造提供了突破性解决方案。
激光切割碳纤维具有传统工艺无法比拟的优势。其非接触式加工方式可有效避免材料分层、开裂、毛边等问题,实现高精度、无热损、边缘光滑的切割效果。
同时具备灵活编程、自动化程度高等特点,适应多种复杂图形加工需求。相比机械切割,激光切割无需更换刀具,降低了维护成本,大幅提升生产效率,是先进制造领域加工碳纤维复合材料的理想解决方案。

1非接触加工,无机械应力
激光切割通过光束完成能量聚焦,无需接触材料,避免了机械冲击带来的分层、撕裂问题,切割边缘更平整光洁;
2高精度、高稳定性
激光可精准控制切割轨迹和深度,适用于复杂图形、微小结构的精密加工;
3切缝窄、热影响区小
采用适当波长和脉冲参数的激光可实现极小热影响区,有效避免材料烧焦或热损伤,提升产品加工质量;
4加工速度快、自动化程度高
激光加工可与自动化生产系统集成,实现高速自动化批量生产,提高生产效率;
5无工具磨损,维护成本低
激光切割无物理刀具,几乎没有耗材,维护更简便,综合生产成本更低;
6适用于多种厚度与结构
激光可灵活适应不同厚度的碳纤维板材,尤其适合薄板、叠层材料及柔性碳纤维复合板加工。
激光加工碳纤维原理
激光加工碳纤维复合材料的本质是光-热-化学耦合作用过程。激光束通过热解(Pyrolysis)或烧蚀(Ablation)机制去除材料,其效果受激光波长、脉冲宽度、能量密度及材料导热性共同影响。目前加工碳纤维的主流激光技术可分为连续波激光加工、超短脉冲激光加工、复合辅助激光工艺三类。
连续波激光加工
采用高功率连续激光(如CO2激光:10.6 μm,光纤激光:1.06 μm)实现快速切割,通过热累积效应汽化树脂基体并断裂碳纤维。
相比传统的机械加工方法,连续波激光加工碳纤维复合材料时,切割精度高,切口宽度窄,一般在0.1-0.3 mm左右;切割面光滑,无明显毛刺和瑕疵;热影响区相对较小,一般热影响区宽度在0.5-2 mm左右,对材料的热损伤较小;可以实现复杂图形和曲线的切割,切割质量高。
但由于持续的热作用,容易在加工区域周围形成较大的热影响区,可能导致材料的性能发生变化,如碳纤维的强度下降、树脂基体的性能劣化等。

超短脉冲激光加工
超快激光加工具有超快、超强、超精密的独特优势,其利用物理/化学效应,作用机制不同于传统激光加工,有望成为CFRP低损伤高质量加工手段。
飞秒(fs)、皮秒(ps)激光通过非线性吸收产生冷烧蚀效应,可在几乎无热扩散(脉宽<1 ps)条件下实现原子级材料去除。但设备成本高昂(单台超快激光系统价格超50万美元),目前多用于航空航天精密零件制造。
当使用皮秒、飞秒等超快激光加工CFRP时,其“冷”加工效果可轻松将热影响区宽度降低到百微米甚至十微米以下。目前超快激光加工CFRP仍面临以下三大挑战:
1)如何实现CFRP非均质材料的均质加工;
2)如何同时进一步降低热影响区宽度和断面倾角(锥度);
3)如何提高CFRP加工效率以满足工程需求。
目前,我们宝叶激光的碳纤维超快激光切割智能装备,专门针对可实现高精度碳纤维背板工艺槽切割,为行业应用批量化生产提质增效。
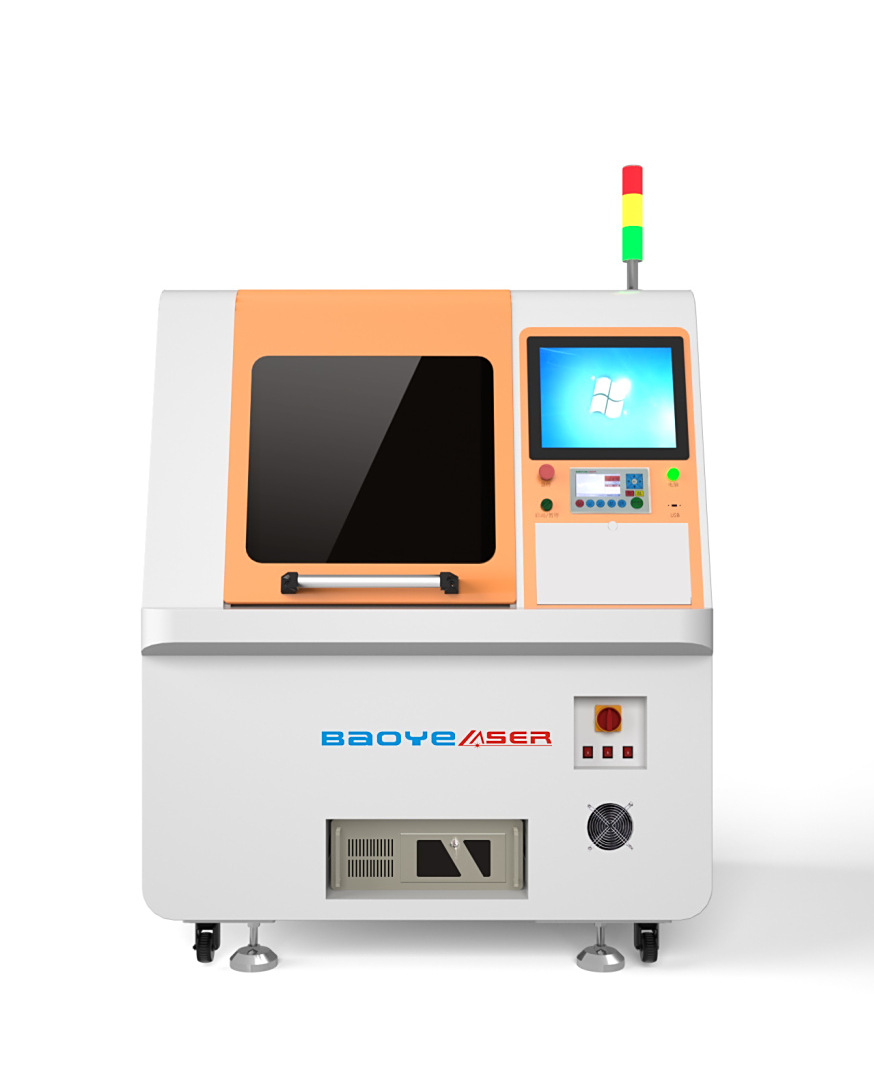
同时也可定制自动上下料设备线体,兼容上下料、清洁、排废、AOI检验等工序,更便捷地应用于产线加工。该设备已在客户产线中应用,获得客户高度认可。